Предпосылкой для выпуска расходных материалов под собственной маркой послужило проведенное компанией исследование. Оно показало, что при покупке недорогого электроинструмента пользователи стремятся приобрести к нему такую же недорогую оснастку. Но та зачастую имеет невысокое качество и не позволяет в полной мере реализовать все возможности инструмента. Поэтому и было решено начать производство под собственной маркой на заводах, выпускающих оснастку для известных брендов.
Имея невысокую цену, расходные материалы «Интерскол» сохраняют общий для продукции этой компании уровень соотношения цены и качества, который обеспечивается постоянным контролем инженерной группы на производстве, выходным аудиторским контролем и выборочным контролем в лаборатории НТЦ ЗАО «Интерскол». А теперь давайте познакомимся поближе с некоторыми новинками.
ПЕРОВЫЕ СВЕРЛА ПО СТЕКЛУ И ПЛИТКЕ
Эта оснастка применяется при безударном сверлении незакаленного стекла, керамической плитки, фарфора и т. п. с помощью дрели или перфоратора со сверлильным патроном. Твердосплавная режущая кромка имеет специальную заточку для повышения точности засверливания и уменьшения сколов материала.
Работать такими сверлами нужно на низкой скорости с жидкостным охлаждением (подходят вода, скипидар, керосин, ВД-40).
Кроме того, при сверлении стекла надо в конечной стадии уменьшать нажим на оснастку, чтобы избежать образования крупных сколов с обратной стороны материала. А при сверлении плитки, закрепленной на поверхности, надо сначала просверлить описываемой оснасткой саму плитку, а затем поменять сверло на соответствующее находящейся за плиткой поверхности и досверлить отверстие на требуемую глубину. Все сверла упакованы в блистеры. На упаковку нанесена маркировка и информация по применению, указан размер сверла и описаны режимы работы.
Сверла выпускают диаметром от 4 до 10 мм и длиной от 55 до 75 мм.
ПИЛЬНЫЕ ДИСКИ
Сначала немного теории. Пильные диски делятся на две основные группы. Первая — это цельностальные диски, которые достаточно быстро притупляются и требуют заточки и разводки. Такая оснастка может выдерживать несколько переточек, и многие мастера делают это самостоятельно. Подобные диски обеспечивают более тонкий пропил, и их легче восстанавливать после встречи с твердыми включениями в древесине, например с гвоздями. Вторая группа — это более распространенные сейчас пильные диски с твердосплавными напайками. Они вообще не требуют обслуживания и обладают большим, по сравнению с цельнометаллическими, сроком службы, правда, заточить их можно только на специальном станке. Кроме того, у дисков с твердосплавными напайками выше качество распила.
Их недостаток, хотя и небольшой — при распиле доски с твердым включением (гвоздь, саморез) одна или несколько напаек могут быть сорваны с зубьев, и оснастка станет непригодной для дальнейшего применения.
Основными параметрами дисковых пил являются: наружный диаметр, диаметр посадочного отверстия и толщина пропила (эти данные, как правило, указываются на самом диске). На качество и скорость резки влияют количество зубьев и геометрия их заточки.
Наиболее распространены:
• плоская заточка — используется для плотницких грубых и быстрых пропилов в массиве древесины, когда качество не играет роли;
• чередующийся наклон заточки — хорошо подходит для поперечного чистого реза твердого и мягкого дерева, фанеры;
• трапециевидная заточка — идеальна для работ по ламинированным ДСП, пластику, цветным металлам, поскольку предотвращает расщепление материала.
Для работы с древесиной диск выбирают, руководствуясь следующими правилами:
• продольный рез лучше делать оснасткой с меньшим количеством зубьев, положительным углом наклона зубьев и большими впадинами между ними для выброса опилок. Для диска диаметром 230–250 мм рекомендуемое число зубьев не должно превышать 18–24;
• для поперечного чистого реза предпочтительна оснастка с большим количеством зубьев. В продаже также имеются диски с ограничителями подачи в виде выступов позади твердосплавной напайки каждого зуба, тормозящими чрезмерное повышение скорости подачи либо ее неравномерность. Кроме того, ограничитель предотвращает повреждение режущих кромок выпадающими сучками.
В зависимости от работ пильные можно условно разделить на:
• диски для древесины;
• диски для ламинированных материалов;
• диски для цветных металлов.
К сожалению, нет дисков, одинаково хорошо справляющихся с различными материалами и задачами, и к тому же c возможностью установки на любой вид инструмента. Если на циркулярный станок или ручную дисковую пилу поставить диск с отрицательным углом наклона, да еще и с большим количеством зубьев, то будет происходить не пиление, а отталкивание заготовки, опилки начнут забивать малые углубления. Все это почти наверняка приведет к перегрузке двигателя. Чтобы понять причину, достаточно при выключенном инструменте внимательно проследить момент соприкосновения зубьев и поверхности. Желательно, чтобы были направлены к материалу, что позволяет срезать его, а не ломать. В последнем случае сколы на выходе обеспечены.
Для дисков крайне вреден перегрев — они горят от сильного трения о стенки пропила, а пила при этом отклоняется от прямолинейной траектории. От локального перегрева оснастку ведет, в результате она сильнее трется о материал и нагревается еще больше. Появляются прижоги, и из-за неравномерного прогрева диск выгибается. Процесс развивается лавинообразно. Чтобы оснастку не вело (а к этой напасти особенно склонны диски большого диаметра), на их теле делают температурные компенсаторы — прорези шириной 1–2 мм и длиной 15–20 мм. Располагаются они радиально от межзубовой впадины и заканчиваются круглыми отверстиями.
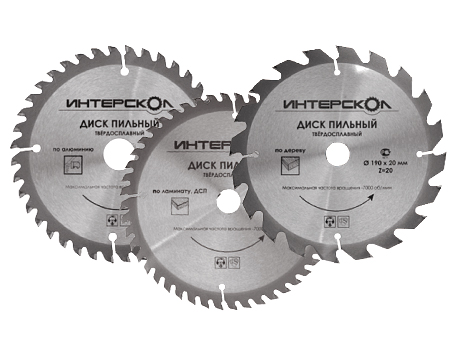
Диски «Интерскол» выпускаются трех видов — по алюминию, по ламинату и по дереву. Тело у всех выполнено из стали, закаленной до твердости, превышающей 40 HRC. Каждый из типов характеризуется особой формой зуба и твердосплавной напайки. Пайка применяется только высококачественная, обеспечивающая надежное соединение с основным полотном. Количество зубьев соответствует назначению, что позволяет эффективно обрабатывать заявленные материалы.
Все диски промаркированы лазерной гравировкой. Нанесенные подобным образом надписи не стираются, так что даже после большого объема работ столяр сможет легко их прочитать и избежать неподобающего использования оснастки. Кроме того, упаковка дисков обеспечивает наиболее безопасное их хранение и перемещение.
Все пильные диски «Интерскол» оптимизированы для применения на одноименных «циркулярках». Однако ничто не мешает устанавливать их на пилы любых других марок при соответствии диаметров (внешнего и посадочного) и толщины.
Диаметры дисков «Интерскол» — от 140 до 235 мм, ширина пропила — от 1,6 до 2,4 мм.